



تدمج عملية تشغيل الطاحونة لدينا عمليات الخراطة والطحن. يتضمن الخراطة تدوير قطعة العمل أثناء تغذية الأداة لقطع الأقطار الخارجية والتجويف الداخلي والأوجه النهائية والخيوط؛ إنها مناسبة للأجزاء الدوارة التي يتراوح قطرها من 5 إلى 800 مم، ودرجات الدقة من IT7 إلى IT9، وخشونة السطح من Ra 0.8 إلى 6.3 ميكرومتر. يتضمن الطحن استخدام أداة دوارة لقطع المستويات والفتحات والخطوط؛ إنها مناسبة للأجزاء المربعة أو غير المنتظمة، بعرض طحن يتراوح من 50 إلى 1000 مم، ودقة تتراوح بين ± 0.02 إلى 0.1 مم، وخشونة سطح تبلغ Ra 1.6 إلى 6.3 ميكرومتر.
تعمل العملية المجمعة - سواء كانت الخراطة متبوعة بالطحن، أو الطحن المتبوع بالخراطة، أو بالتناوب بين الاثنين - على الاستفادة من الخراطة لضمان التركيز والطحن على مستويات الماكينة، والفتحات، والثقوب، مما يؤدي إلى دقة وكفاءة عالية للأجزاء المعقدة.
|
دقة الأبعاد |
التطوير التنظيمي |
بطاقة تعريف |
تي (ج) |
موانئ دبي |
ش |
|
الوحدة: ±/مم |
0.002 |
0.002 |
0.002 |
0.002 |
0.005 |
|
الدقة الهندسية |
استدارة |
المحورية |
استقامة |
أسطواني |
تركيز |
|
الوحدة: ±/مم |
0.002 |
0.004 |
0.002 |
0.004 |
0.004 |
|
القدرة الإنتاجية |
1 ~ 999999 قطعة |
1 ~ 999999 قطعة |
1 ~ 999999 قطعة |
1 ~ 999999 قطعة |
1 ~ 999999 قطعة |
|
دورة الإنتاج |
3-20 يوما |
3-20 يوما |
3-20 يوما |
3-20 يوما |
3-20 يوما |
تشتمل أدوات الفحص وأدوات القياس المجهزة على: أجهزة CMM، وأنظمة قياس الرؤية، وأجهزة عرض جانبية، ومقاييس قطر الليزر، ومقاييس التداخل بالليزر، وأجهزة اختبار خشونة السطح، وأجهزة اختبار الاستدارة، ومجاهر صانع الأدوات، والمجاهر الاستريو، والميكروميترات، وأجهزة القياس الدبوسية، ومؤشرات الاتصال الهاتفي، والميكرومترات عالية الدقة، وأجهزة قياس الارتفاع الإلكترونية، والفرجار، وكتل القياس، وأجهزة اختبار الصلابة، وأجهزة قياس الخيوط.
توفر إمكانيات التصنيع الدوراني لمطحنة Sanluo Precision مزايا كبيرة: وظائف تكميلية (بدلات الخراطة للأسطح الدوارة؛ وتناسب الطحن الأشكال المسطحة والمعقدة؛ ويوسع هذا المزيج نطاق الأجزاء القابلة للتشكيل، بما في ذلك الأعمدة والأقراص والمبيتات والدفاعات)؛ دقة محسنة (يضمن الدوران التركيز والاستدارة؛ ويضمن الطحن التسطيح والعمودي؛ ويحقق المزيج دقة تحمل هندسية عالية، مثل التركيز 0.02 مم والعمودي 0.03 مم)؛ زيادة الكفاءة (التسلسل الأمثل للخراطة/الطحن الخام والتشطيب يسمح بإزالة المواد بسرعة مع ضمان الدقة، وتعزيز الكفاءة بنسبة 30%-50%)؛ جودة سطح فائقة (يحقق الخراطة Ra 0.8–3.2μm والطحن Ra 1.6–6.3μm، مما يؤدي إلى تشطيبات ناعمة)؛ تقليل التكلفة (خطوات عملية أقل؛ تتطلب الآلة الواحدة متعددة المهام استثمارًا ومساحة أرضية أقل من الأجهزة المستقلة المتعددة)؛ وقدرة عالية على التكيف (مرنة لإنتاج قطعة واحدة أو دفعة صغيرة، ولكنها ذات كفاءة عالية للإنتاج الضخم).
باعتبارها شركة متخصصة في تصنيع آلات الطحن، تقدم Sanluo Precision خدمات شاملة وموثوقة. تكوين المعدات: معدات الخراطة (30 مخارط CNC / مراكز الخراطة؛ القطر φ10–800 مم؛ درجة الدقة IT7)؛ معدات الطحن (20 مركز تصنيع رأسي/أفقي؛ مسافة السير 500-2000 مم؛ الدقة ±0.01 مم)؛ معدات دوران الطاحونة (10 مراكز دوران مطحنة ذات 5 محاور Mazak/DMG Mori تدعم التشغيل الميكانيكي الفردي)؛ معدات الفحص (CMM، جهاز اختبار الاستدارة، جهاز اختبار الخشونة، ونظام قياس الرؤية بدقة 0.003 مم للفحص الكامل للبعد)؛ الفريق الفني (20 مهندس عمليات، 30 مبرمجًا، 50 فنيًا)؛ نظام ISO9001 (فحص المادة الأولى، فحص الدوريات أثناء العملية، الفحص الكامل للمنتج النهائي؛ معدل نجاح 99%). توفر الشركة خدمات تصنيع المطاحن الاحترافية والمخصصة للعملاء العالميين.
|
فئة المعلمة |
تفاصيل المعلمة |
|
نموذج المعدات |
842 سلسلة |
|
ماركة |
شوبلين |
|
تحديد المواقع الأساسية |
آلة عالية الدقة للتطبيقات المعقدة، ومناسبة أيضًا للخراطة الصعبة |
|
تكوين المحور |
قابل للتكوين باستخدام المحور Y وما يصل إلى 7 محاور استيفاء |
|
دقة المغزل |
يتميز المغزل بدقة هندسية استثنائية تقل عن 0.5 ميكرومتر |
|
قدرة التصنيع |
الحد الأقصى لقطر الدوران: 360 مم؛ الحد الأقصى لطول الدوران: 398 ملم |
|
نظام البرج |
برج شعاعي عالي الدقة VDI30 مع 16 محطة |
|
التكوين الاختياري |
يتوفر المغزل الفرعي والبرج الثاني كخيارات |
|
نظام CNC |
نظام فانوك |
|
التطبيقات النموذجية |
مطحنة الدقة تحول أجزاء الآلات، الخ |
|
فئة المعلمة |
تفاصيل المعلمة |
|
نموذج المعدات |
مؤشر MS16-6 بلس |
|
تحديد المواقع الأساسية |
متعددة المحاور عالية الكفاءة وتصنيع الآلات متعددة الوظائف |
|
عدد المحاور والمغازل |
6 مغازل عمل و2 مغزل متزامن |
|
قدرة التصنيع |
قطر الشريط: 16 ملم (22 ملم للإصدار Plus) |
|
نظام المغزل |
السرعة القصوى: 10,000 دورة في الدقيقة؛ الطاقة القصوى: 15 كيلو واط؛ الحد الأقصى لعزم الدوران: 18 نيوتن متر |
|
نظام نشر الأدوات |
ما يصل إلى 12 وظيفة للأداة |
|
الوظائف الأساسية |
يدعم الخراطة المضلعة، والطحن، وإزالة الأزيز عبر الفتحات وتقنيات التصنيع الأخرى |
|
نظام CNC |
نظام التشغيل iXpanel يعتمد على Siemens S840D sl |
|
المزايا الأساسية |
وقت تغيير الأداة قصير، وأداء قوي ووقت مساعد قصير؛ قادرة على المعالجة المزدوجة ثلاثية المحاور |
|
التطبيقات النموذجية |
مطحنة الدقة تحول أجزاء الآلات، الخ |




هذا المنتج هو مكون أساسي مخصص لمؤسسة التكنولوجيا الطبية في شنغهاي. مصنوع من الفولاذ المقاوم للصدأ 316L، ويستخدم في الأجهزة الطبية القابلة للزرع. يلتزم المنتج بمعايير الصناعة الطبية الصارمة فيما يتعلق بمقاومة التآكل وجودة السطح ومتطلبات الأبعاد الهندسية والتسامح المختلفة (GD&T).
حدد العميل المتطلبات الفنية الهامة: المحورية بين التجويف الداخلي والقطر الخارجي، والتدفق المحوري، ودقة الأبعاد للسطح الخارجي المحدد. تتطلب أسطح التزاوج الرئيسية التحكم في التسامح المحوري ضمن 0.01 مم وخشونة السطح الخارجي Ra ≥ 0.8. يجب أن تكون قطعة العمل النهائية خالية من النتوءات والخدوش، وأن تتوافق تمامًا مع مواصفات السطح الطبية. نظرًا للليونة العالية للفولاذ المقاوم للصدأ 316L - مما يجعله عرضة لالتصاق الأدوات وانحرافها - فإن عمليات الخراطة والطحن المنفصلة التقليدية لا يمكنها ضمان دقة السطح والتفاوتات الموضعية في نفس الوقت. ونتيجة لذلك، حدد العميل استخدام تكنولوجيا التشغيل الآلي للمطحنة.
ولمواجهة تحديات التصنيع هذه، استخدمنا مركزًا للمعالجة المتكاملة، وإكمال جميع العمليات - بما في ذلك القطر الخارجي، والتجويف الداخلي، والسطح المحيطي، والفتحات الجانبية - في إعداد واحد. أثناء مرحلة التصنيع الخام، يتم ترك بدل تصنيع يبلغ 0.2 مم على الأسطح الحرجة، ويتم استخدام نظام تبريد عالي الضغط في جميع أنحاء لإزالة الرقائق بشكل مستمر، مما يمنع الفولاذ المقاوم للصدأ بشكل فعال من الالتصاق بأداة القطع. بالنسبة لمرحلة التشطيب، يتم استخدام أدوات تشكيل متخصصة ذات معلمات تغذية منخفضة السرعة وعالية؛ ويضمن التحكم الدقيق في انحراف الأداة دقة المظهر الجانبي المنحني، بينما تعمل المعالجة المتزامنة للفتحة الجانبية على التخلص من الأخطاء المرتبطة بإعادة التثبيت.
عند الانتهاء، نقوم بإجراء عمليات فحص شاملة لجميع الأبعاد والمواصفات المهمة باستخدام جهاز القياس الإحداثي (CMM) وجهاز اختبار خشونة السطح. تظهر النتائج المقاسة التحكم المحوري بشكل ثابت في حدود 0.03 مم، وعدم تجاوز الجريان المحوري 0.01 مم، وخشونة السطح التي تصل إلى Ra0.8 - وكلها تلبي مواصفات الرسم. اجتاز المنتج فحص القبول في المحاولة الأولى، وتم تجميعه بسلاسة، واستوفي جميع معايير النظافة والدقة المطلوبة للمعدات الطبية.
استخدم المورد السابق للعميل عملية تصنيع متعددة المراحل؛ تسبب التثبيت المتكرر في حدوث انحرافات في الشكل المنحني ومشكلات التداخل أثناء التجميع - وهي مشكلات لا يمكن حلها بالكامل على الرغم من محاولات إعادة العمل المتعددة. أدت عملية التصنيع المركب للمطحنة الدوارة لدينا إلى القضاء على أخطاء التثبيت عند المصدر، والتغلب على هذا التحدي بنجاح. هذه الدفعة من أغطية نهاية المحرك تعمل حاليًا بثبات في الأجهزة الطبية القابلة للزرع؛ كل من مقاومة التآكل والأداء التشغيلي يلبي توقعات العميل. تُظهر الشراكة طويلة الأمد الناتجة بشكل كامل القيمة الاستثنائية للتصنيع المركب بالمطحنة الدوارة لمكونات الفولاذ المقاوم للصدأ عالية الدقة من الدرجة الطبية.
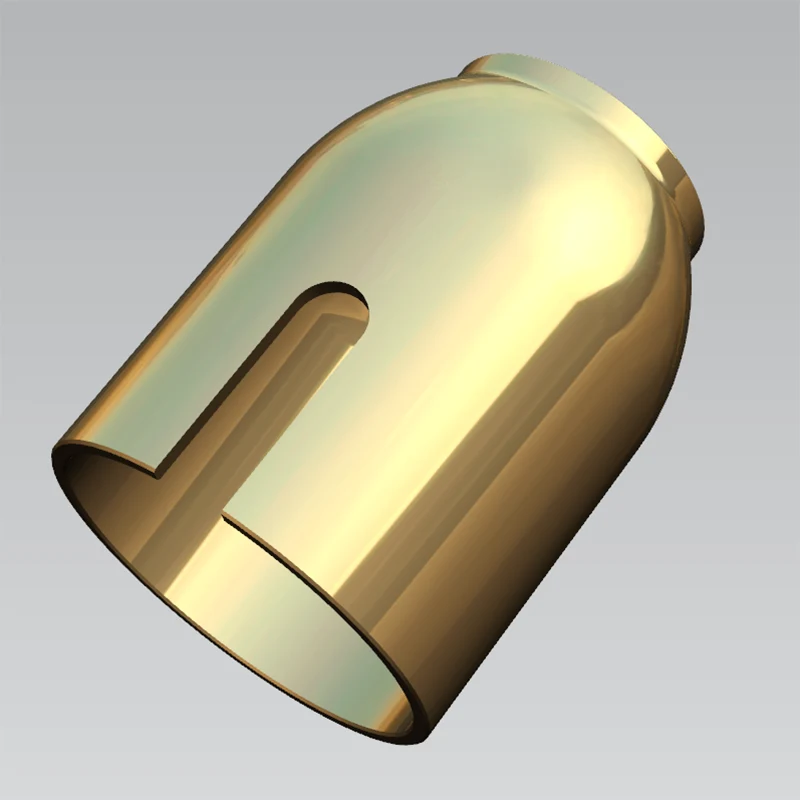
يعمل هذا الغلاف المصنوع من الفولاذ المقاوم للصدأ بمثابة مكون توجيه أساسي لمعدات التشغيل الآلي لشركة BOSCH. مصنوعة من الفولاذ المقاوم للصدأ وتستخدم في آليات النقل الدقيقة، وتتطلب معايير عالية للغاية للمحورية والدقة الموضعية وجودة السطح.
تتضمن معايير فحص العميل الرئيسية ما يلي: المحورية بين التجويف الداخلي والقطر الخارجي، والتدفق المحوري، والدقة الموضعية للفتحة الجانبية الطويلة وتحديد موقع الثقوب. تتطلب مواصفات الرسم بشكل صارم أن يكون التسامح المحوري لأسطح التزاوج الحرجة في حدود 0.05 مم، إلى جانب الحدود الصارمة على الاستدارة والأسطوانة للقطر الخارجي والتجويف الداخلي. يجب أن تكون جميع الحواف الخارجية محفورة ومنصفة، ويجب أن يكون سطح قطعة العمل خاليًا من الخدوش أو النتوءات. الفولاذ المقاوم للصدأ عرضة للالتصاق وانحراف الأداة أثناء التشغيل الآلي؛ تكافح المعالجة التقليدية متعددة المراحل من أجل تلبية التفاوتات الصارمة في الشكل والتوجيه والموضع في نفس الوقت. ونتيجة لذلك، حدد العميل استخدام عملية التصنيع المركب باستخدام طاحونة دوارة.
لقد استخدمنا مركز تصنيع الطاحونة الدوارة لتحقيق عملية إنتاج "شاملة"، واستكمال تصنيع القطر الخارجي، والتجويف الداخلي، والوجه النهائي، والفتحات الجانبية، وتحديد موقع الثقوب في إعداد واحد. أثناء المعالجة القاسية، تم حجز بدل تشطيب قدره 0.2 مم للمناطق الحرجة، وتم استخدام سائل تبريد عالي الضغط في جميع أنحاء لإزالة الرقائق ومنع الأداة من الالتصاق بقطعة العمل. من أجل التشطيب، استخدمنا أدوات متخصصة من الفولاذ المقاوم للصدأ ومعلمات القطع المعدلة للتحكم بدقة في انحراف الأداة؛ تم تشكيل الفتحات الجانبية وفتحات تحديد الموقع في وقت واحد للتخلص من انحرافات الدقة الناتجة عن إعادة التثبيت.
خضعت الأجزاء النهائية لفحص شامل باستخدام جهاز القياس الإحداثي (CMM) وجهاز اختبار خشونة السطح. ظلت المحورية المقاسة مستقرة في حدود 0.03 مم، وتم التحكم في جريان الوجه النهائي في حدود 0.01 مم، وكانت جميع التفاوتات الموضعية والأبعاد مستوفية لمواصفات المخطط. اجتازت العينات الفحص في المحاولة الأولى؛ كان التجميع سلسًا، وظلت مستويات الاهتزاز والضوضاء أثناء تشغيل المعدات ضمن حدود التصميم.
في السابق، كانت الأجزاء المنتجة عبر المعالجة متعددة المراحل تعاني من مشاكل المحورية والدقة الموضعية الناتجة عن أخطاء التثبيت، مما أدى إلى تشويش متكرر وضوضاء غير طبيعية أثناء التشغيل - وهي مشكلات فشلت إعادة العمل المتكررة في حلها. أدت العملية المركبة لطاحونة الدوران إلى القضاء بشكل أساسي على أخطاء التثبيت. يتم الآن استخدام هذه الدفعة من الأكمام بشكل مستقر وطويل الأمد داخل المعدات الآلية، مما يلبي جميع متطلبات الاستقرار التشغيلي ودقة الملاءمة. واستمر تكليفنا بطلبيات كبيرة الحجم لاحقة، مما يؤكد بشكل أكبر المزايا المهمة للتصنيع المركب بالمطحنة الدورانية لمكونات الفولاذ المقاوم للصدأ الصناعية المتطورة.

عنوان
منطقة قوانغمينغ، مدينة شنتشن، مقاطعة قوانغدونغ، الصين
هاتف
بريد إلكتروني









