


توفر قدرات الدوران الدقيقة لدينا دقة استثنائية: دقة الأبعاد (تفاوت القطر ±0.003–0.01 مم، تحمل الطول ±0.005–0.02 مم، ارتفاع الخطوة ±0.01 مم، تحمل الملاءمة H5–H7)؛ الدقة الهندسية والموضعية (الاستدارة 0.002-0.005 مم، الأسطوانية 0.003-0.008 مم، التركيز 0.005-0.01 مم، العمودي 0.008-0.02 مم، التوازي 0.01-0.03 مم، الجريان 0.01-0.02 مم)؛ جودة السطح (خشونة Ra 0.2–1.6 ميكرومتر؛ معالجة دقيقة للخراطة Ra 0.4 ميكرومتر؛ تحويل فائق الدقة Ra 0.1–0.2 ميكرومتر)؛ اتساق الأبعاد (انحراف الدفعة ± 0.005 مم، Cpk ≥ 1.67، قدرة ثابتة 6σ)؛ ودقة المعدات (دقة دوران المغزل 0.001-0.002 مم، دقة تحديد المواقع ± 0.002 مم، التكرار ± 0.001 مم).
|
دقة الأبعاد |
التطوير التنظيمي |
بطاقة تعريف |
تي (ج) |
موانئ دبي |
R |
|
الوحدة: ±/مم |
0.002 |
0.002 |
0.002 |
0.002 |
0.002 |
|
الدقة الهندسية |
استدارة |
المحورية |
استقامة |
أسطواني |
التسامح الشخصي |
|
الوحدة: ±/مم |
0.002 |
0.004 |
0.002 |
0.004 |
0.002 |
|
القدرة الإنتاجية |
1 ~ 999999 قطعة |
1 ~ 999999 قطعة |
1 ~ 999999 قطعة |
1 ~ 999999 قطعة |
1 ~ 999999 قطعة |
|
دورة الإنتاج |
3-20 يوما |
3-20 يوما |
3-20 يوما |
3-20 يوما |
3-20 يوما |
تستخدم Sanluo Precision معدات متقدمة للخراطة الدقيقة: مخارط عالية الدقة (MAZAK/DMG MORI/OKUMA؛ سرعة دوران تبلغ 5000 دورة في الدقيقة؛ استيفاء المحور C/المحور Y؛ دقة ±0.003 مم)؛ مخارط من النوع السويسري (CITIZEN/STAR/TSUGAMI؛ نسبة الطول إلى القطر ≥50:1؛ تركيز 0.005 مم)؛ مراكز طاحونة دوارة ذات 5 محاور (معالجة أحادية الإعداد)؛ محامل هيدروستاتية (دقة دوران تبلغ 0.001 مم؛ تعويض درجة حرارة ثابتة مبردة بالسائل)؛ أدوات القطع المستوردة (كيوسيرا / ميتسوبيشي / ساندفيك؛ طلاء PVD)؛ مجسات الليزر (± 0.001 مم فحص أثناء العملية مع التعويض التلقائي)؛ و CMMs (0.003 مم فحص خارج الخط).
باعتبارها شركة مصنعة محترفة متخصصة في تصنيع الآلات الدقيقة، تحافظ Sanluo Precision على رقابة صارمة على العمليات: برنامج CAM لبرمجة مسار الأدوات الدقيقة، وتحسين المعلمات، والمحاكاة؛ التحكم الدقيق في المعلمات (الخراطة الخشنة بـ ap=1–3 مم لإزالة المخزون بسرعة؛ الخراطة شبه النهائية بـ ap=0.2–0.5 مم لتعزيز الدقة؛ الانتهاء من الخراطة بـ ap=0.05–0.15 مم لضمان دقة الأبعاد)؛ سائل قطع بدرجة حرارة ثابتة (20 درجة مئوية) لتقليل التشوه الحراري؛ فحص كامل الأبعاد للمادة الأولى (يبدأ إنتاج الدفعة فقط بعد التحقق من CMM/مقياس تداخل الضوء الأبيض)؛ SPC (التحكم في العمليات الإحصائية) باستخدام مخططات Xbar-R، وحساب Cpk في الوقت الفعلي، وتحليل الاتجاه، والتعديلات الوقائية؛ ومراقبة عمر الأداة (الاستبدال التلقائي عند تحديثات قيمة التآكل والتعويض). نحن نقدم خدمات تحويل دقيقة احترافية ومخصصة للعملاء العالميين.
|
فئة المعلمة |
تفاصيل |
|
نموذج |
هاردينج® T سلسلة SP® |
|
التطبيق الأساسي |
تصنيع الآلات فائقة الدقة والخراطة الصعبة |
|
سعة الأداة |
12 أداة |
|
سرعة المغزل |
4000 دورة في الدقيقة، 5000 دورة في الدقيقة، 6000 دورة في الدقيقة |
|
القوة القياسية |
11 كيلوواط، 15 كيلوواط، 26 كيلوواط |
|
الأبعاد الشاملة |
الطول: 2,489 ملم، 3,257 ملم العرض: 2,121 ملم، 2,312 ملم الارتفاع: 2,089 ملم، 2,123 ملم |
|
وزن الآلة |
5,940 كجم، 7,800 كجم |
|
الاستخدام النموذجي |
معالجة أجزاء الآلات الدقيقة |
|
فئة المعلمة |
تفاصيل |
|
نموذج |
136CNC مركز تحول عالي الدقة |
|
ماركة |
شوبلين |
|
تحديد المواقع الأساسية |
يجمع بين الدقة والكفاءة العالية، وهو قادر على تنفيذ مهام التصنيع الدقيقة الصارمة |
|
نظام التحكم في درجة الحرارة |
نظام التحكم الكامل في درجة حرارة الماكينة يحافظ على عمل جميع المكونات في درجة حرارة ثابتة لمنع التشوه الحراري |
|
الدقة الرئيسية |
الاستدارة: 0.2 ميكرومتر؛ خشونة السطح: Ra 0.05 ميكرومتر |
|
نظام البرج |
مجهزة ببرج Sauter جديد تمامًا، دقة تحديد موضع الأداة: ±1 ميكرومتر |
|
دقة المحور C |
2 ثانية قوسية |
|
قدرة التصنيع |
من الصعب التحول إلى HRC65، وتصنيع سبائك التيتانيوم |
|
المزايا الأساسية |
دقة تصنيع فائقة واتساق ممتاز |
|
تطبيق نموذجي |
معالجة أجزاء الدوران الدقيقة |




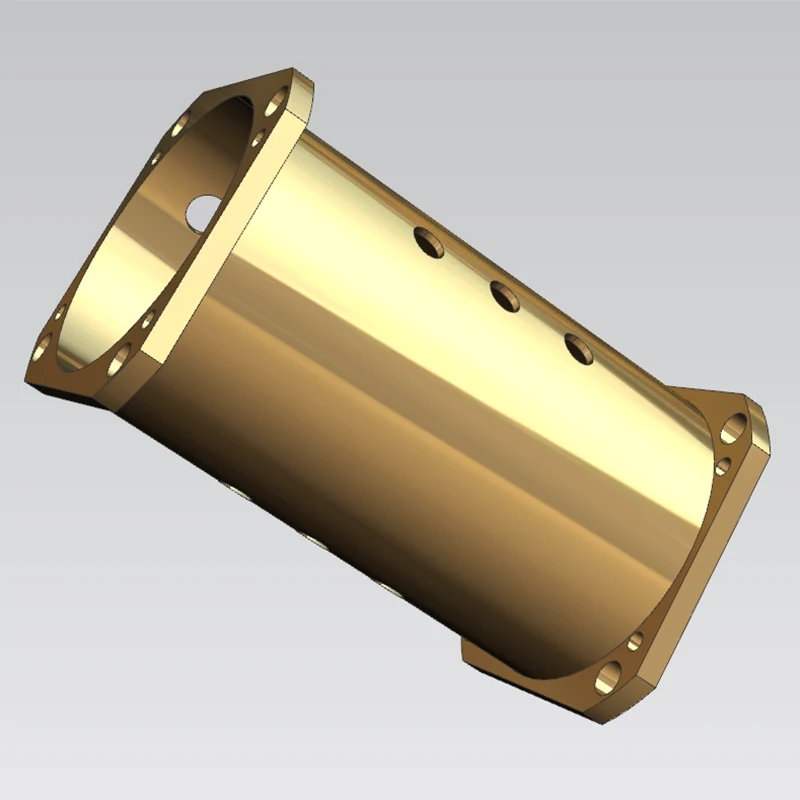
قطعة العمل: حامل دوار للمحركات الصناعية من سلسلة 50
المواد: سبائك التيتانيوم TC4
التطبيق: مكون أساسي للحمل والتزاوج داخل المحركات الصناعية. يجب أن يلبي المنتج المتطلبات المزدوجة للوزن الهيكلي والقوة العالية تحت الأحمال المتناوبة، مما يستلزم رقابة صارمة للغاية على التفاوتات الهندسية والأبعاد.

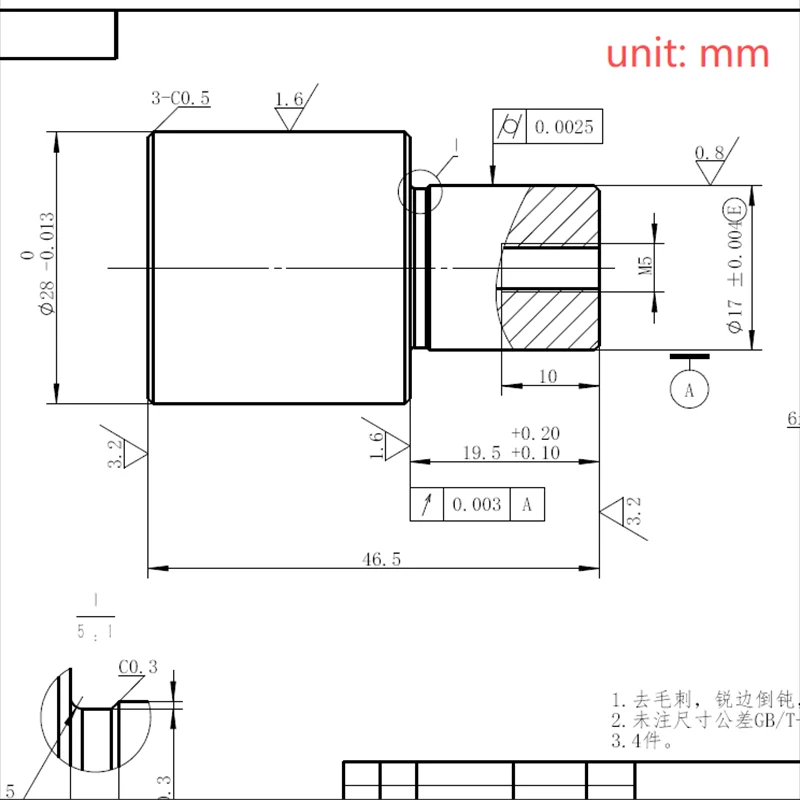
مواصفات الرسم: يجب أن يكون المحورية بين التجويف الداخلي الحرج والقطر الخارجي أقل من أو يساوي 0.02 مم؛ يجب أن تتوافق جميع التفاوتات الهندسية غير المحددة مع معيار GB/T 1184-h؛ مطلوب أيضًا رقابة صارمة على جريان الوجه النهائي والدقة الموضعية للملف الخارجي بالنسبة لفتحات تحديد الموقع الداخلية.
تحديات المواد الكامنة: تتميز سبائك التيتانيوم TC4 بموصلية حرارية منخفضة جدًا وليونة/صلابة عالية، مما يؤدي إلى تبديد بطيء للحرارة أثناء القطع. وهذا يجعل المادة عرضة لالتصاق الأداة، وانحراف قطعة العمل (دفع الأداة)، والتشوه الحراري الموضعي. لا يمكن للتحويل التقليدي باستخدام الحاسب الآلي - الذي تعوقه الأخطاء الناتجة عن عمليات الإعداد المتعددة وعدم كفاية صلابة الأداة - أن يلبي باستمرار متطلبات التسامح الهندسي على مستوى الميكرون.
مشكلات الاستعانة بمصادر خارجية سابقة: استخدم المورد الأولي عملية تحويل تقليدية تتضمن إعدادات متعددة؛ تجاوز المحورية باستمرار التفاوتات. بعد التجميع، أظهرت المحركات مستويات اهتزاز وضوضاء مفرطة (تجاوزت عتبات التصميم) أثناء التشغيل بدون تحميل أو تحميل، وفشلت إعادة العمل المتكررة في رفع الأجزاء إلى المستوى القياسي.
3.1. تحسين عملية التثبيت: التخلي عن نهج الإعداد المتعدد لصالح أسلوب الإعداد الفردي باستخدام مسند موحد. يتم تصنيع القطر الخارجي، والوجه النهائي، والتجويف الداخلي المتزاوج في عملية واحدة، مما يزيل تمامًا أخطاء إزاحة مسند الإسناد الناتجة عن عمليات الإعداد المتعددة.
3.2. التحكم في بدل التشغيل الخام: يتم حجز بدل تشطيب موحد يبلغ 0.2 مم لجميع أسطح التزاوج الحرجة. وهذا يمنع قوى القطع غير المتوازنة أثناء مرحلة التشطيب - الناتجة عن المخزون غير المتساوي - ويقلل أيضًا من مخاطر دفع الأداة. 3.3. تبريد القطع ومطابقة المعلمات: يتم استخدام التبريد بالرش المستمر باستخدام سائل قطع عالي الضغط تم تصميمه خصيصًا لسبائك التيتانيوم TC4 طوال العملية لتبديد الحرارة بسرعة وقمع التشوه الحراري. خلال مرحلة التشطيب، تتم مطابقة معلمات القطع المتخصصة - التي تتميز بسرعات منخفضة ومعدلات تغذية عالية - مع أدوات عالية الصلابة ومخففة للاهتزاز للتخفيف من خاصية الانحراف المرنة لسبائك التيتانيوم.
3.4. الانتهاء من الهياكل المعقدة: نظرًا لأنه لا يمكن تشكيل فتحات تحديد الموقع الداخلية وفتحات التثبيت من خلال عملية تدوير واحدة، يتم استخدام تركيبات تحديد موقع مخصصة للمعالجة اللاحقة؛ وهذا يقلل من أخطاء التكرار الناتجة عن التركيبات ويضمن أن الدقة الموضعية للفتحات والثقوب الداخلية بالنسبة لمسند البيانات تلبي المواصفات.
معدات الفحص الشامل: آلة قياس الإحداثيات (CMM) واختبار الاستدارة عالي الدقة؛ فحص 100% للأبعاد الحرجة.
البيانات الدقيقة المُقاسة: المحورية بين الأقطار الداخلية والخارجية تبلغ دائمًا ≥0.01 مم؛ نفاذ الوجه النهائي هو .000.008 مم. تتوافق جميع تفاوتات الشكل والموضع، وكذلك تفاوتات الأبعاد، مع كل من الرسومات الهندسية والمعيار الوطني GB/T 1184-h.
ملاحظات المشروع: اجتازت عينات النموذج الأولي اختبار قبول الطرف الثالث للعميل في المحاولة الأولى. أظهر حامل الدوار ملاءمة ممتازة للتجميع، وعادت مستويات اهتزاز المحرك وضوضاء التشغيل المجمعة بالكامل إلى معايير التصميم. الوحدات ذات الإنتاج الضخم تعمل حاليًا بثبات في الميدان؛ تلبي مقاييس القوة الهيكلية وخفة الوزن جميع متطلبات الاستخدام، مما يدفع العميل إلى تحديد هذا كعقد خارجي طويل الأجل لجميع الطلبات اللاحقة من نفس الطراز.
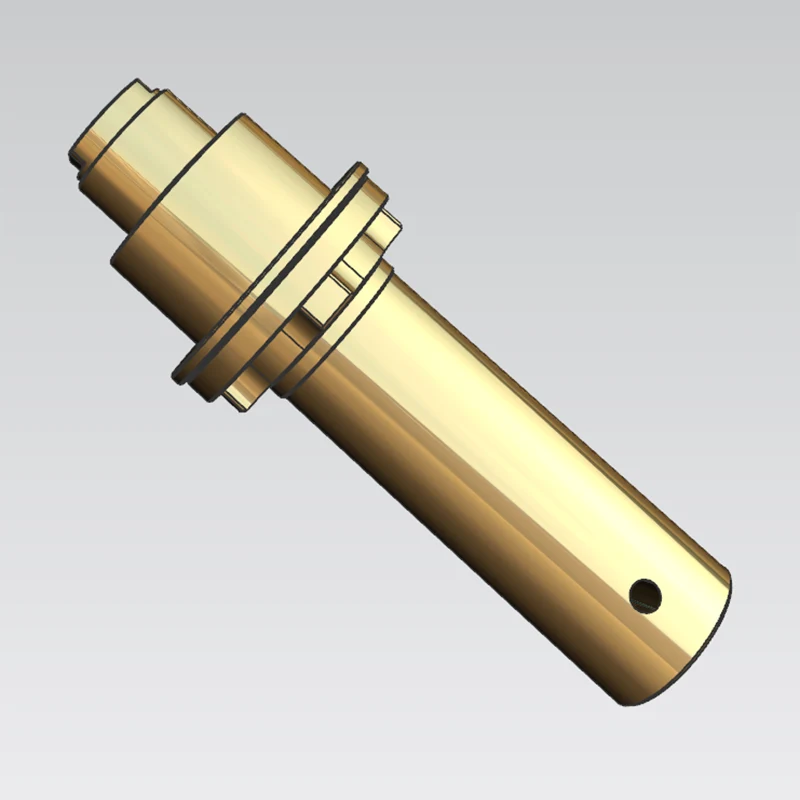
قطعة العمل: عمود قيادة المحرك الصناعي عالي السرعة من سلسلة 70B.
المواد الخام: الفولاذ المروي والمخفف 40Cr؛ صلابة القاعدة النهائية هي HRC 32-36.
سيناريو التطبيق: مكون العمود الأساسي لإخراج الطاقة الدورانية عالية السرعة؛ يخضع لعملية طويلة وعالية التردد وعالية السرعة، مما يتطلب قوة تعب استثنائية ودقة دوران وأداء توازن ديناميكي.

المواصفات الدقيقة الإلزامية: محورية مجلات التزاوج الحرجة المتعددة ≥0.01 مم؛ نفاذ نهاية الوجه للمجلة .010.01 مم. بالإضافة إلى ذلك، يجب التحكم في الدقة الموضعية للثقوب الملولبة ذات الوجه النهائي وممرات المفاتيح المحيطية بالنسبة لمسند دفتر اليومية. التحديات في المعالجة الأولية للمواد: بعد التبريد والتلطيف، تزداد صلابة الركيزة 40Cr، مما يؤدي إلى مقاومة عالية للقطع وتآكل سريع لأدوات الكربيد التقليدية؛ أثناء القطع عالي السرعة، يكون العمود عرضة للتشوه الناتج عن تحرير ضغوط القطع وانحراف الأداة الشعاعية، مما يؤدي إلى فقدان دقة الدوران.
نقاط الضعف في المعالجة السابقة التي أجراها العميل من مصادر خارجية: استخدم المورد السابق عمليات تحويل مجزأة وإعدادات تثبيت متعددة، مما أدى إلى حدوث أخطاء مفرطة في محورية المجلة بشكل مستمر والفشل في تلبية معايير التوازن الديناميكي؛ اهتز المحرك بعنف أثناء التشغيل عالي السرعة، وفشلت عملية إعادة العمل المتكررة في حل المشكلات المتعلقة بالتشوه الناجم عن الإجهاد وأخطاء التثبيت.
3.1. التثبيت والتصنيع المتكاملان: يسمح إعداد التثبيت الفردي باستخدام مرجع مرجعي موحد بالمعالجة المتزامنة للأسطح الأسطوانية متعددة الخطوات والأوجه الطرفية المتزاوجة، مما يؤدي إلى التخلص من المشكلات الناجمة عن بيانات المسند غير المتسقة في المعالجة المجزأة.
3.2. تحسين بدل التشغيل الآلي وإخلاء الرقاقة: يتم حجز بدل تشطيب موحد يبلغ 0.3 مم أثناء المعالجة الأولية للمجلات الهامة؛ يتم استخدام نظام تبريد داخلي عالي الضغط لتطهير منطقة القطع في الوقت الفعلي، وفي نفس الوقت تبريد الجزء وإخلاء الرقائق، وبالتالي منع خدش السطح الثانوي وتقليل التشوه الحراري.
3.3. استراتيجية التشطيب: يتم اختيار أدوات كربيد فائقة الدقة وعالية الصلابة، ويتم استخدام عملية قطع تدريجية لتقليل الطبقة لتحرير ضغوط القطع الداخلية تدريجيًا والتحكم في انحراف الأداة الشعاعية، مما يضمن ثبات الأبعاد على المدى الطويل لمكونات العمود الطويل.
3.4. الانتهاء من الميزات المساعدة: يتم تشكيل الثقوب الملولبة على الوجوه النهائية وممرات المفاتيح المحيطية باستخدام تركيبات تحديد المواقع المحورية المتخصصة المتوافقة مع مسند التدوير الخاص بالمجلة، مما يضمن أن الدقة الموضعية لهذه الميزات تلبي تفاوتات الرسم.
معدات الفحص الشامل: آلة قياس الإحداثيات (CMM)، واختبار الاستدارة عالي الدقة، واختبار التوازن الديناميكي؛ فحص مزدوج واسع النطاق يغطي كلا الأبعاد والتوازن الديناميكي. البيانات الدقيقة المُقاسة: تبلغ محورية المجلة متعددة المراحل باستمرار ≥0.008 مم، ومعدل الجريان المحوري ≥0.005 مم؛ جميع التفاوتات الهندسية والموضعية تلبي المواصفات، ويجتاز عمود الدوار اختبار التوازن الديناميكي الأولي دون الحاجة إلى إعادة التوازن.
ردود الفعل على تنفيذ المشروع: اجتازت النماذج الأولية فحص القبول في المحاولة الأولى، ومستويات الاهتزاز والضوضاء أثناء التشغيل عالي السرعة تتوافق مع المعايير الوطنية للمحركات الصناعية؛ لا تظهر الأعمدة المنتجة على دفعات أي تشوه ناتج عن الإجهاد أو تآكل غير طبيعي أثناء التشغيل، مع تلبية القوة والاستقرار الدوراني لمتطلبات الخدمة طويلة المدى، مما يؤدي إلى شراكة طويلة الأمد مع العميل في مجال الاستعانة بمصادر خارجية.
عنوان
منطقة قوانغمينغ، مدينة شنتشن، مقاطعة قوانغدونغ، الصين
هاتف
بريد إلكتروني









